PCN Europe WebMag January/February 2024Issue #125 - 23/02/2024
Essential source of information for professionals in the broad field of processing industries since 2004
Quick access
Table of Contents2 Industry News I: CC-Link Partner Association | JAI | ABB3 Industry News II: PROFIBUS & PROFINET International | LINDE | Endress+Hauser4 Industry News III: Heidelberg University/BASF | SIEMENS | HIMA Group5 Fair Preview6 Measurement & Instrumentation: Level Monitoring with Wireless Radar Sensor7 Measirement & Instrumentation: Sensata | SKF | Sensirion8 Measurement & Instrumentation: NewTek | JUMO | Pepperl+Fuchs9 Measurement & Instrumentation: SensMet | Bürkert10 Safety & Security: PNO | Wearin'11 Safety & Security: GEMÜ | Pepperl+Fuchs12 Equipment: Bodine | Nord13 Equipment: Hi-line | ELGI14 Pumps & Valves: Aerzen | Rotork15 Processing Machinery: Lödige | GEA16 Index17 Contacts18Companies in this issue
Gemü Gebr. Müller Apparatebau12 JUMO GmbH & Co. KG9 Pepperl + Fuchs SE12Aerzener Maschinenfabrik GmbH15 Bodine Electric Company13 Bürkert Fluid Control Systems10 Deutsche Messe AG6 ELGi Compressors14 Endress+Hauser Group Services7 GEA Group AG16 Gebrüder Lödige Maschinenbau GmbH16 Gemü Gebr. Müller Apparatebau12 Getriebebau NORD GmbH & Co. KG13 Hi-Line Industries Ltd14 JUMO GmbH & Co. KG9 NewTek Sensor Solutions9 Pepperl + Fuchs SE12 Rotork Plc15 Sensata Technologies Holland B.V.8 Sensirion AG8


















#2 Table of Contents
#3 Industry News I: CC-Link Partner Association | JAI | ABB
#4 Industry News II: PROFIBUS & PROFINET International | LINDE | Endress+Hauser
#5 Industry News III: Heidelberg University/BASF | SIEMENS | HIMA Group
#6 Fair Preview
#7 Measurement & Instrumentation: Level Monitoring with Wireless Radar Sensor
#8 Measirement & Instrumentation: Sensata | SKF | Sensirion
#9 Measurement & Instrumentation: NewTek | JUMO | Pepperl+Fuchs
#10 Measurement & Instrumentation: SensMet | Bürkert
#11 Safety & Security: PNO | Wearin'
#12 Safety & Security: GEMÜ | Pepperl+Fuchs
#13 Equipment: Bodine | Nord
#14 Equipment: Hi-line | ELGI
#15 Pumps & Valves: Aerzen | Rotork
#16 Processing Machinery: Lödige | GEA
#17 Index
#18 Contacts
Creating Safety Applications with TSN Functions Made Easier
At SPS – Smart Production Solutions 2023, the CC-Link Partner Association (CLPA) announced new products and services for the development of safety devices with CC-Link IE TSN connectivity. This addition to the existing offering, supported by CLPA members Mitsubishi Electric and Neuron Automation, will help drive the implementation of highly effective, convergent industrial automation applications for functional safety.

The CC-Link IE TSN development ecosystem consists of a broad range of software and hardware tools to help automation vendors create compatible products. The latest addition to the ecosystem is Mitsubishi Electric’s safety protocol stack, which is TÜV certified to meet IEC 61508 standards and can therefore support applications with safety integrity level (SIL) requirements up to SIL3. This enables industrial automation vendors to create safety devices compatible with CC-Link IE TSN, the first open industrial gigabit Ethernet with Time-Sensitive Networking (TSN) functions.
Reducing costs and effort
The safety protocol stack now available enables device manufacturers to develop fail-safe devices for safety ecosystems in CC-Link IE TSN converged networks. This, in turn, reduces costs and effort for machine and plant builders by allowing standard control data, fail-safe application data and best-effort, non-time-critical data such as video streams to be transported simultaneously over just one network via CC-Link IE TSN.
Andreas Pfaff, Division Manager - European Development Centre at Mitsubishi Electric, explains: “There is a considerable increase in demand for safety solutions as well as industrial automation products that make Industry 4.0 real. We are proud to launch our latest development option for CC-Link IE TSN, which addresses both needs as it will drive the delivery of devices and systems that can ensure functional safety while communicating over cutting-edge networks.”
Pre-certified components for faster time-to-market
As a pre-certified component, the safety protocol stack greatly helps in the design and creation of devices with SIL ratings. It reduces the expensive and lengthy work of having to develop and certify embedded safety code in house, streamlining development, certification and validation activities. In addition, automation vendors based in Europe will be able to benefit from extensive, localised assistance from Neuron Automation.
The company’s experts have a proven track record of providing a comprehensive toolkit for the creation of engineering solutions, including firmware and hardware development for safety systems. As a partner, Neuron Automation can support the reduction of time-to-market and associated costs while helping de-risk safety projects.
Robert Mühlfellner, Chief Technology Officer at Neuron Automation, comments: “Advanced safety solutions are in high demand globally, and we are proud to help European companies deliver them. SIL2 and SIL3 applications are becoming increasingly popular. Our ability to help companies adopt the new safety stack from Mitsubishi Electric will help them quickly develop competitive products that can drive their profitability while addressing their most ambitious customer demands.”
John Browett, General Manager at the CLPA Europe, concludes: “We are delighted to announce this latest solution and service offering for industrial automation players in Europe. Thanks to this combination, we can drive the implementation of effective safety communications over converged CC-Link IE TSN networks, enabling the economical setup of highly connected, smart factories.”
Optical Sensors for Greenhouse Gas Monitoring Satellites
Hyperspectral cameras for four GHGSat satellites set to launch in 2024

Over the past two years, GHGSat has enabled the mitigation of 5.6 million tons of carbon dioxide equivalent emissions from industrial facilities around the world, reports the company.
ABB has secured a third contract with GHGSat, the global leader in high-resolution greenhouse gas monitoring from space, to manufacture optical sensors for their C12, C13, C14 and C15 satellites set to launch into orbit in 2024.
Expanding monitoring capabilities
The new satellites will join GHGSat’s expanding constellation which detects and quantifies industrial gas leaks from space. ABB has built the payloads – the instruments carried on board the satellites – for ten of GHGSat’s emissions monitoring satellites launched into space. Earlier this year, GHGSat reported that their existing satellites have doubled their methane emission measurement capabilities thanks to the exceptional performance of the sensors (https://www.ghgsat.com/en/newsroom/microsatellites-surpasses-performance-expectations-in-greenhouse-gas-monitoring/). This has allowed GHGSat to accelerate the scaling of its monitoring services, aiding industries such as oil and gas, power generation, mining, and more in understanding and reducing greenhouse gas emissions.
Collaboration with international space programs
ABB has been a leader in gas sensing from orbit for over two decades, starting with the development of the Canadian Space Agency SCISAT mission payload, which profiles the concentration of more than 70 different gas types down to parts per trillion from cloud top to outer space.
ABB also provided hyperspectral technologies to the Japanese GOSAT program, which pioneered the global mapping at regional scale of sources and sinks of greenhouse gases from orbit starting with a first satellite in 2009 and an improved version in 2018.
Today, ABB builds on this legacy by manufacturing enhanced versions of GHGSat’s proprietary wide-angle Fabry-Perot (WAF-P) interferometer, which tracks the same infrared fingerprint of greenhouse gases. In this way, ABB applies its vast expertise acquired in earlier high-profile government space missions to the private sector space with a focus on actionable low latency satellite data for civil uses.
Space is the only location that allows greenhouse gas emissions to be monitored freely across jurisdictions, enabling unbiased reporting.
JAI A/S Celebrates 60 Years in the Machine Vision Industry
Jørgen Andersen, the founder, is still active as chairman of the board for the camera manufacturer.

JAI A/S marked its 60-year corporate anniversary. Founded in Denmark in 1963 by Jørgen Andersen, the company designs, manufactures and sells industrial area scan and line scan cameras used in factory automation systems, food sorting, semiconductor inspection, life sciences, intelligent traffic systems, and other industry segments around the world. JAI engineered its first industrial camera 50 years ago. Since then, the company has expanded its operations both organically and through an acquisition of a Japanese industrial camera manufacturer, and through the acquisition of the Japanese California-based camera manufacturer Pulnix. This latter acquisition not only strengthened JAI's position as a global provider of area scan and line scan cameras for the machine vision industry, but also launched JAI into the field of specialized traffic cameras and subsystems.
Today, JAI offers a robust product portfolio comprising more than 100 feature-rich standard industrial camera models, complemented by a range of high-resolution cameras and special multi-sensor cameras designed to support advanced vision requirements in the machine vision industry.
Multispectral imaging
JAI’s multi-sensor cameras feature innovative prism-based technology not available from most other camera manufacturers. These cameras include 3-sensor prism-based area scan and line scan cameras, which are prized for their high degree of color accuracy in food sorting, pharmaceuticals, printing, and life sciences applications. Prism technology is also used to create cameras for multispectral imaging, combining the visible spectrum with near-infrared (NIR) or short-wave infrared (SWIR) imaging to reveal defects and other data that can’t be detected under visible wavelengths alone.
According to Jørgen Andersen, JAI’s longevity in the industry is not only due to innovations such as these multi-sensor cameras, but also to the company’s longstanding focus on quality and strong customer relationships. "We develop new cameras and functionality in close cooperation with customers aiming at improving the efficiency of their vision systems. And customers want cameras that not only work exceptionally well, but offer exceptional reliability,” says Jørgen Andersen.
Jørgen Andersen remains active in the company, serving as chairman of the board and contributing to shaping the company's future strategic direction. He sees the 60-year anniversary as both a time to reflect and to look ahead.
Profinet Over APL Is Ready for Use
Provision of a complete certification test for PROFINET over APL devices

The experts at PROFIBUS & PROFINET International (PI) have successfully completed all activities for the use of PROFINET in hazardous applications in process automation. The final step here was provision of a complete certification test for PROFINET over APL devices. This was based on the specification documentation for the intrinsically safe physical layer for 2-wire Ethernet—that is, Ethernet APL—created as part of the cooperative effort with the FieldComm Group, ODVA and OPC Foundation organizations. At the same time, corresponding additions were made to the PROFINET specification by the PI working groups. Another component consisted of updating the GSDML specification. Previously, work which optimized the Profile for PA Devices for use in PROFINET devices in process automation had been carried out. To support simple, manufacturer-independent device replacement, corresponding profile GSDs were provided.
To ensure a high degree of interoperability between products from different suppliers from the very beginning, the Test System Development Group (TSDG) coordinated work for the provision of certification tests in a proven and recognized way. Among other things, the scope includes additional APL-specific test cases for checking PROFINET communication, the establishment of an APL-specific test setup for interoperability scenarios and the provision of a test for functions for the Profile for PA Devices. The certification tests and tools for the physical layer were provided as part of the cooperation with the organizations named above. Therefore, they are the same for all higher-level communication systems and only need to be conducted once, by agreement, for mutual recognition for the same hardware version of a product.
Preparation for use in the field
The certification test is therefore available to all manufacturers of PROFINET over APL devices at accredited PI test labs. The initial certificates were created in good time before SPS 2023, making PROFINET the leading Ethernet APL-based technology.
Now that certification is available, the experts at PI have successfully completed all the necessary steps – preparing PROFINET over APL for use in process automation. Meanwhile, end users have positively rated the suitability of PROFINET over APL in a host of lab installations. PI is already working on the next issue in coordination with end users from the process industry: functional safety with PROFIsafe.
Enabling the Production of Essential Chemicals With a Lower Carbon Intensity
Linde starts up supply of clean hydrogen and captured carbon dioxide to Celanese

Linde has announced that it has begun supplying clean hydrogen and captured carbon dioxide to Celanese, a global chemicals and specialty materials company. Linde supplies Celanese with carbon dioxide captured from its state-of-the-art carbon monoxide and hydrogen plant in Clear Lake, Texas. Celanese's Fairway Methanol LLC joint venture with Mitsui & Co., Ltd. will use the captured carbon dioxide and the resulting clean hydrogen, along with other sources of carbon dioxide, as feedstock to produce methanol with a lower carbon intensity.
Linde already supplies Celanese with carbon monoxide, oxygen and nitrogen from its Clear Lake plant and pipeline system on the US Gulf Coast. The additional supply is an extension of the existing long-term agreement.
Reduction of the methanol carbon footprint
"Celanese is meeting the challenge to produce products with a lower carbon footprint by using carbon dioxide that would otherwise be emitted,” said Mark Murray, Senior Vice President of Acetyls at Celanese. "We are pleased to work with Linde in our journey to reduce the carbon intensity of methanol, a raw material widely used in many everyday products.”
“Linde is actively supporting its customers’ decarbonization goals," said Amer Akhras, Vice President South Region at Linde. "We are proud to expand our existing relationship with Celanese by investing in our Clear Lake facility to enable the production of essential chemicals with a lower carbon intensity.”
As a leading industrial gases and engineering company, Linde is playing a key role in the clean energy transition. The company is actively helping its customers to decarbonize their operations with the latest carbon capture and hydrogen technologies through its world-class engineering organization, key alliances and ventures, and leveraging its extensive experience and infrastructure. Linde is developing clean energy projects across a range of applications and industries and growing its established business along the entire value chain.
New CEO at the Endress+Hauser Group
Dr Peter Selders takes over as CEO from Matthias Altendorf, who is the new president of the supervisory Board

Endress+Hauser has completed the announced change at the top of the Group: The 54-year-old Dr Peter Selders has taken over the CEO position at the Swiss specialist for measurement technology and automation solutions. He holds a doctorate in physics, has been with the company since 2004 and was previously managing director of the competence center for level and pressure measurement technology based in Maulburg, Germany. He is only the fourth CEO in the Group’s 70-year history.
His predecessor Matthias Altendorf (56) is moving to the Supervisory Board after 10 years at the helm. In 2014, he became the first non-family CEO to succeed Dr Klaus Endress. He is now replacing the 75-year-old as president of the Supervisory Board. In future, two members of the third generation will represent the interests of the shareholder family: In addition to Sandra Genge, Steven Endress, a grandson of the company founder, joined the board on 1 January 2024.
Peter Selders has been succeeded at Endress+Hauser Level+Pressure by Dr Dirk Mörmann (50), who was previously head of technology and a member of the management board. Endress+Hauser had already announced all these changes to the public in February 2023.
Heidelberg University and BASF Extend Collaboration at Jointly Operated Catalysis Laboratory
One focus will be on development of new processes for chemical recycling of plastic waste

BASF and Heidelberg University will continue to jointly operate the Catalysis Research Laboratory (CaRLa) for a further five years. The two partners signed an agreement to continue this successful research collaboration until 2028. Currently, 10 researchers are employed at CaRLa. Since the founding of the catalysis laboratory in 2006, more than 100 employees from 34 countries have been involved in the development of new processes for homogeneous catalysis and organic synthesis.
“Basic research in the field of homogeneous catalysis is important for BASF, as it helps us develop chemical processes that require less energy and generate less waste. CaRLa is thus an important cornerstone for us to achieve BASF’s sustainability goals,” said Dr. Helmut Winterling, President BASF Group Research. “At BASF, we have benefited in recent years from CaRLa’s broad expertise and research findings. We are therefore very pleased to continue our collaboration with Heidelberg University and our access to this chemical and technical know-how in the future.” Since 2015, 18 projects have been transferred to BASF research, where they are further developed for industrial applications. CaRLa therefore represents a successful collaboration between academic and industrial research.
“Going beyond the classic partnerships between science and industry, the concept of the CaRLa catalysis laboratory is based on close integration of the research fields. This accelerates the transfer of technology and knowledge into large-scale applications, which is particularly important given that society is facing the challenge of sustainable resource use. Another important building block of this collaboration is promoting new talent. Young researchers benefit from this collaboration within the framework of CaRLa because the knowledge relating to sustainability that they acquire can also be applied in their subsequent careers in industry or academia,” said Prof. Dr. Katja Patzel-Mattern, Vice-Rector Innovation and Transfer at Heidelberg University.
Chemical recycling and efficient production of bio-based plastics
To use raw materials more efficiently and reduce the CO2 footprint of products and production processes, CaRLa has in recent years intensified its work on new processes for the chemical recycling of plastic waste. One example is selectively breaking down polyurethane plastics into basic building blocks which can be recycled to form polymers (complete plastics) again. Besides the development of new processes for chemical recycling, the scientists are also working on catalysis systems for the efficient production of bio-based and biodegradable polymers.
CaRLa’s work has so far resulted in 104 academic papers published in renowned journals. Moreover, the catalysis laboratory has filed 41 patent applications since its founding.
From research to industry
CaRLa is an “Industry on Campus” project of Heidelberg University. With these projects – strategic collaborative research partnerships with companies located in the scientific hub of Heidelberg and the region – the university encourages the transfer of research results and scientific findings to business and industry. To accomplish this, the university establishes networks between basic research and application-oriented research by industry partners, thereby enabling the joint development of technological innovations.
Siemens Acquires Buntplanet to Strengthen Its Artificial Intelligence Portfolio in the Water Sector
BuntPlanet offers cloud-hosted AI solutions for water utilities that now will be integrated into the Siemens Xcelerator business platform.

On December 5 2023, Siemens has announced the acquisition of BuntPlanet, a technology company based in San Sebastian, Spain. BuntPlanet’s award winning software has been deployed around the world to support customers with smart metering solutions, water quality, asset management, and integration of hydraulic models and artificial intelligence for detecting leaks and other anomalies in water networks. Siemens has had a licensing agreement with BuntPlanet since 2019 to sell their leakage detection software known as SIWA LeakPlus. With this acquisition, BuntPlanet’s entire offering and team will be integrated with Siemens’ application portfolio for water utilities making it even more comprehensive for water customers.
We are excited to welcome the BuntPlanet team to Siemens and strengthen our software portfolio for the water industry," says Axel Lorenz, CEO of Process Automation at Siemens. "The digitalization of the water industry is key to tackling current and future challenges of the global water supply. This acquisition will enable us to provide our customers with a more integrated and comprehensive solution for managing their water networks."
Aihnoa Lete, CEO at BuntPlanet, says: “By joining Siemens, we are becoming part of a team that is leading the digital revolution globally. We are excited about the growth that this closer relationship will bring.”
Detection of small leaks
BuntPlanet’s core offering, BuntBrain, is a software platform with solutions for leak detection, water quality improvement, end-use water analysis, water loss reduction, asset management, digital twin and water meter management. The application includes the latest advances in Artificial Intelligence, big data, and hydraulic simulation to pre-locate leaks and other anomalies, minimizing risk of damage to infrastructure and reducing operational and maintenance costs. With proven integration with Siemens Measurement Intelligence hardware portfolio the combination of sector leading instrumentation and software has demonstrated detection of leaks as small as 0.25 liter per second. For instance, Siemens customer VA Syd, a Swedish water company, developed a smart leakage detection system based on the AI-powered SIWA LeakPlus application provided by Siemens.
Since December 1st, 2023, BuntPlanet is a 100 percent subsidiary of Siemens Spain. The company is assigned organizationally to Siemens Digital Industries and part of the Process Automation Business Unit. Once the integration has fully concluded, Siemens will make BuntPlanet’s offering also available on its open business platform, Siemens Xcelerator.
HIMA Group Acquires Norwegian Origo Solutions
The HIMA Group, the German supplier of safety automation solutions, has acquired the Norwegian technology company Origo Solutions. The agreement was signed on 8 January and is effective as of 31 January

With this transaction, both companies intend to continue their growth strategies and expand their range of solutions for the process industry and renewable energies. Main focus here is the digitalisation of functional safety, which HIMA is pushing under the motto "Safety goes digital".
"The acquisition of Origo Solutions is an important step in HIMA’s global expansion and also opens up new business opportunities for both Origo Solutions and HIMA”, said Steffen Philipp, Shareholder HIMA Group.
Origo Solutions was previously part of the Moreld Group, a leading industrial multidisciplinary engineering group providing services to the offshore energy and marine industries, owned by Moreld AS (60.1%) and Aker Capital AS (39.9%). “Origo Solutions has developed strongly over many years in collaboration with its customers and business partners. Moreld is pleased that Origo Solutions’ development will now continue as part of HIMA, building on the existing strong partnership over many years. “We are confident that this combination will benefit both customers and employees”, said Jan Erik Rugland, Executive Vice President Moreld Group and outgoing chairman of Origo Solutions.
HIMA representative for a long time
Origo Solutions is recognised as a market leader in safety, automation and instrumented systems for monitoring, control and protection of offshore and onshore installations, as well as complete SCADA systems for the wind industry. Origo Solutions has been the exclusive representative of HIMA in Norway for more than 20 years. "By joining our forces Origo Solutions and HIMA will not only strengthen our position in Scandinavia, but also open up new opportunities in the field of Renewables globally”, stated Jörg de la Motte, CEO HIMA Group.
As the regional headquarters for Scandinavia, the Norwegian company will also be responsible for sales and service in Sweden and Denmark. Existing Origo Solutions customers will benefit from a broader application portfolio and access to HIMA's global sales, engineering and partner network. HIMA customers in Sweden and Denmark will be served from Norway, resulting in even more efficient processes.
HIMA will ensure continuity of the management: Bjørn-Tore Lenes as CEO and Glenn Kjetil Nystøl as CFO will continue to lead Origo Solutions. The one hundred associates in Kristiansand (headquarters), Stavanger and Arendal will be keep their positions and additional hires are planned. The company will continue to trade under the name "Origo Solutions" with the addition of "A HIMA Company".
The Added Value of the Show Is Generated by the Cross-Industry Interaction of Technologies
PCN Europe spoke to Hubertus von Monschaw, Global Director Trade Fair and Product Management HANNOVER MESSE at Deutsche Messe AG, about the current challenges facing the industry and HANNOVER MESSE 2024.
Achema 2022

PCN Europe: The theme of HANNOVER MESSE 2024 is "Industrial Transformation - Energizing a Sustainable Industry". How can the event specifically help trade visitors achieve climate and efficiency targets of their organisation?
von Moschaw: HANNOVER MESSE focuses on themes such as automation, digitalization and electrification to drive a climate-neutral and competitive industry. The event provides guidance to visitors interested in these topics. Hall 13 specifically highlights the hydrogen industry, with a focus on green hydrogen produced through renewable energy sources like electrolysis. This offers a climate-neutral alternative for industrial applications. Automation technology is a core aspect of HANNOVER MESSE, catering to the growing demand for precision, efficiency, and data transparency in production and business processes. The exhibition will feature a wide range of solutions from exhibitors, including robotics, drive technology, sensor technology, AI, cloud, and control technology, encompassing both compact sensors and complex automation solutions.
PCN Europe: The idea of Industry 4.0 was born in Hannover almost 15 years ago. What do you think will be the focal points for HANNOVER MESSE and its exhibitors in 2024 to concretely advance these ideas?
von Monschaw: HANNOVER MESSE has played a key role in ensuring that the Industry 4.0 concept has become established, leading to even more efficient and flexible production. The next major goal is now a shared data room: Manufacturing-X. Business, politics and science have thus launched a joint initiative. Companies should be able to use data confidently and jointly across the entire production and supply chain. This will enable digital innovations for greater resilience, sustainability and competitiveness.
PCN Europe: Software topics have become increasingly important in recent years. This is further emphasised by topics relating to the possibilities of generative AI for product development and production. How and where can trade visitors find out more about these topics in particular?
von Monschaw: On the one hand, of course, with our exhibitors, but we are also organizing an AI Day on the Industrial Transformation Stage in Hall 3 on the Tuesday of the trade fair. Our partners from the Industrial AI Podcast are designing the program. AI in industry is more than just a huge language model and poses special challenges. Use cases will be presented and best cases discussed on the stage.
PCN Europe: The event is always characterised by its comprehensive and informative conference stages. What will be the focal topics this year?
von Monschaw: We are creating a varied and exciting program on our main stages. On the Industry 4.0 stage, experts will present the latest trends and innovations – from the administration shell to OPC UA, machine learning, cloud and edge computing to data rooms. The Energy 4.0 Stage will focus on topics relating to an energy-intelligent, climate-friendly and sustainable future, the Tech Transfer Stage is the communication and competence platform for the discourse between science, business and politics, and the Industrial Transformation Stage focuses on the trend topics of HANNOVER MESSE across all sectors.
PCN Europe: Norway is the partner country of HANNOVER MESSE 2024. What impetus can this partnership generate?
von Monschaw: Norway will be presenting itself at HANNOVER MESSE as an innovative and reliable energy partner. The partner country's motto is "Norway 2024: Pioneering the Green Industrial Transition". This underlines Norway's goal to play a key role in the development of solutions in the field of renewable energies, carbon-neutral production and the digitalization of industry. At the "North Sea Energy Hub" conference on April 23, politicians and experts from Norway and Germany will discuss the energy transition with a focus on political conditions as well as technological developments and applications.
PCN Europe: In your opinion, what should every trade visitor have seen before travelling home?
von Monschaw: HANNOVER MESSE is unique with its wealth of innovations. It is impossible for me to see everything, but I can only recommend that all visitors take the time to visit the trade fair and think outside the box, because the cross-industry interaction of different technologies is what makes HANNOVER MESSE so special.
PCN Europe: Thanks for these insights!
Would you like to come and see for yourself? Click on the link to register for a free trade visitor ticket for HANNOVER MESSE 2024 on the fair website.
No More Empty Silos
Supply chain optimization with wireless level measurement: The IIoT radar sensor measures fill levels in mobile tanks, containers and silos. The values are sent to the cloud so that they are available at any time and from anywhere. Close cooperation with users of the innovative sensor has led to further expansion of its fields of application since its market introduction three years ago.
Industry 4.0, Measurement & Instrumentation

Wireless measurement has helped digitalization find its way into industrial processes that could not be economically automated in the past: level measurement in mobile plastic containers situated remotely or at changing locations. Most conventional wired measurement systems were too complex and costly, forcing users to resort to visual inspections, spot checks or guesswork based on past experience, and leading to the risk of empty containers or stalled production processes.
The Endress+Hauser Micropilot FWR30 finally offered a reliable and easy-to-operate measurement system for these types of applications. The battery-operated sensor requires no infrastructure in the form of power supplies or cables. The only prerequisite is adequate mobile network coverage at the container site. Robust and weather resistant, the instrument enables both mobile and outdoor operation. Installation and commissioning are uncomplicated as well. The FWR30 can be mounted on the container in just a few steps. After scanning a QR code, the system is immediately ready to operate and integrates automatically into the Netilion IIoT ecosystem from E+H. Measurement values are sent via the cloud to mobile or stationary end-user devices at configurable intervals.
This practical IIoT solution has found numerous satisfied users who can optimize their logistics and warehouse processes, reduce costs and increase productivity. Since the actual material inventories are visible at all times, unplanned additional trips to empty containers or unnecessary material runs can be avoided, making just-in-time deliveries to the containers possible. For these applications Endress+Hauser offers specific digital services ranging from simple level monitoring to automated inventory and delivery management.
Sensor enhancements developed with users
Based on its practical experience and in close collaboration with users, Endress+Hauser has enhanced the functionality of the sensor over the past few years. One example is level measurement in metal containers. Because the Micropilot FWR30 measures through the container wall, and given that radar beams cannot penetrate metal structures, use of the instrument was originally restricted to plastic tanks and open containers. In response to the needs of various core industries, Endress+Hauser developed a new process fitting for metal tanks and silos that is screwed to a pre-mounted threaded connection, allowing the radar beams to reach inside metal containers. Apart from liquid measurements, other important innovations included level measurement for bulk solids, as well as GPS tracking, which simplifies locating the containers and facilitates usage-based route planning for deliveries.
One customer that has benefited from these innovations and actively contributed to their implementation is Profibaustoffe Austria GmbH. Among other things, the algorithms for measuring solids were improved within the framework of test installations. “We developed and implemented the optimal solution for silo level monitoring together with Endress+Hauser,” explains Christian Keitzer, deputy sales director for the Austrian manufacturer of construction materials. “The collaboration was ideal and we are highly satisfied with the result.” Optimizations were implemented on the software side as well, such as an improved map view in the SupplyCare Hosting inventory management application, which simplifies the overview of the dispersed construction material silos. Product-specific conversions can be configured in the software as well to calculate the mass within a silo.
Fields of application significantly expanded
These innovations make the Micropilot FWR30 even more universal. Apart from typical applications such as measuring the levels of liquid additives and cleaning agents in the food industry, or liquifiers in concrete manufacturing, other media such as raw construction materials, animal feedstock and wood pellets for heating systems can now be measured. For typical IIoT applications, the Micropilot FWR30 comes as a package that includes various digital services such as SupplyCare Hosting. The Netilion cloud reliably protects all of the sensor data against loss and unauthorized access.
Author: Rainer Butsch, Product Manager Inventory Management Solutions, Endress+Hauser Level+Pressure
Acoustic Leak Detection Sensor
Leak Detection Sensor Certified for Multiple HVAC Refrigerants
Measurement & Instrumentation

Sensata Technologies announced the launch of the Resonix™ RGD sensor, their first leak detection sensor with UL certification for multiple A2L refrigerant gases used in heating, ventilation, and air conditioning (HVAC) equipment. The new leak detection sensors support HVAC manufacturers’ transition to refrigerants with a lower global warming impact. The Resonix™ RGD sensors leverage patented gas detection technology to meet the needs of HVAC manufacturers using new hydrofluoroolefin (HFO) refrigerants as part of a global shift away from hydro-fluorocarbon (HFC) refrigerants.
HFC gases have been widely used in air conditioning and refrigeration equipment for decades due to their performance characteristics. However, HFC gases have a high global warming potential (GWP) – often hundreds of times more potent than carbon dioxide (CO2). This issue was the driving factor behind the recent Kigali Amendment to the Montreal Protocol, which targets an 85 percent reduction in HFCs in the United States and other developed countries by 2036, and globally by 2047.
Preventing buildup of flammable gas mixtures
While HFOs have a far lower GWP, they are classified as slightly flammable (A2L categorization), and new leak detection design requirements mandate mitigation features to prevent a potential gas buildup. Sensata’s Resonix™ RGD sensors feature a unique, patented technology that measures the acoustic resonance of the surrounding air in real-time. Typically mounted near the evaporator coil, the sensors can trigger mitigation, such as a fan, when A2L gas is detected - venting it before it reaches unsafe levels.
The RGD series received full certification for R32, R454A, R454B, and R454C refrigerants under UL 60335-2-40 Edition 4, with fully certified test results – critical evidence for OEMs facing tight regulatory timelines. The sensor also received recognition under UL 60335-2-40 Edition 3.
The sensors deliver a fast response time with a life expectancy of more than 15 years – often exceeding the lifetime of the equipment itself. Because the sensors do not require field calibration or re-zeroing, they reduce service costs for both installers and end users. They are also unaffected by fouling gases, HVAC cleaning solutions, and continuous refrigerant exposure.
Wireless Sensor Solution for Automated Machine Monitoring
Condition monitoring of assets in hazardous areas
Explosion Protection & Safety, Maintenance

SKF has expanded its portfolio of Condition Monitoring solutions with the SKF Enlight Collect IMx-1-EX sensor solution. Wireless monitoring of assets helps predict machine failure before it can escalate into a serious problem, such as an unscheduled shutdown. This can deliver multiple benefits, including reduced costs and a more sustainable operation of equipment. The new sensor is part of the well-established SKF Enlight Collect IMx-1 wireless ecosystem and certified according to ATEX and IECEx standards for use in Zone 1 and Zone 2 classified hazardous areas. The sensor works in tandem with the SKF Enlight Collect IMx-1-EX gateway, which is certified for use in Zone 2.
Mesh network for improved communication
The IMx-1 wireless solution, in combination with the SKF analytical software, provides state-of-the-art information and insight into the health of rotating assets in hazardous areas, and further expands SKF’s plantwide condition monitoring ecosystem. The new solution has the same form, fit and function as the safe-area rated SKF Enlight Collect IMx-1. All devices have full compatibility, allowing customers to build a network of monitored assets across hazardous and safe areas.
With the solution the frequency of visits in hazardous areas is reduced, which improves safety for workers and overcomes environmental, health and safety (EHS) concerns. It enables data collection from inaccessible locations and increases the frequency of data collection for more critical assets. The sensor uses innovative measurement capabilities to provide advanced insights into asset health, including early detection of bearing damage. Like other IMx-1 sensors, they create a ‘mesh network’, enabling them to relay data between one another. This allows data to be routed around obstacles such as pipework – which can block signals for conventional line-of-sight systems. This facility means that data can be sent over greater distances than would otherwise be possible.
Water Quality Sensor
Photometer with UV-absorption-based measurement principle
Measurement & Instrumentation

Sensirion’s new SWT50i sensor helps to assess organic substances in water and supports the user in controlling water treatment processes or monitoring the water quality. The sensor acts as photometer, measuring the absorption in the UV-C range and allows the user to monitor typical organic contaminants and various pollutants such as benzene and antibiotics, pesticides, detergents, plastics, and solvents. The exceptionally small size of 70 x 70 x 70 cm and flow through-design enables easy integration into challenging designs while meeting the highest reliability demand and cost-efficiency. With this sensor Sensirion enters the stage of water quality measurement for the first time and offers a cost-efficient and easy-to-integrate solution that enables water quality measurement for a wide applicational range: in production processes, water purification in waterworks to distribution systems or in private households.
Conventionally, the measurement of water pollutants is done at only a few points by means of TOC (total organic carbon) analyzers. These laboratory instruments are expensive, complicated to use and do not allow real-time monitoring. Additionally, there is the UV absorption method, based on the UV light absorbing property of organic molecules. While online measuring devices exist, which so far, they have been designed exclusively as probes and are also quite expensive. The SWT50i uses the same UV absorption measuring principle but presents a completely new form factor with an attractive price. This allows measurement at several points in one system or in applications where it was previously not feasible in terms of price. In addition, Sensirion uses a flow-through sensor, which, unlike the available probes, can be easily inserted into closed hose systems with smaller hose diameters (5-15mm).
4-20mA Sensors Accept Long Cable Runs
Hermetically-sealed sensors for process control
Measurement & Instrumentation

NewTek Sensor Solutions offers its Hermetically-Sealed 4-20mA sensors accept long cables for process control and factory automation applications when standard lengths cannot reach distant control rooms, signal conditioners, PLCs and/or data loggers. The robust analog 4-20mA current loop output enables the use of longer cables from a sensor to a control system without electromagnetic interference or noise interrupting the signal and operation of associated equipment. The current does not degrade over long connections like voltage. Recalibration to correct for voltage drop due to cabling impedance is also unnecessary.
Cable assemblies uo to 1000 f
As sensor cables transmit data and signals from a transducer to control units, they must be resistant to outside elements. NewTek offers heavy duty, industrial shielded cable with resistance to noise, vibration, moisture and spills. Available in custom lengths up to 100 feet, cables carry a 4-20 mA signal are less vulnerable to outside movement and noisy environments typical of packaging and assembly lines. Users can also use their own cable assemblies in lengths up to 1000 feet or more. The sensor can be placed on the manufacturing floor with cable running to the control room to provide output. Factory-made for a connector to plug directly into the LVDT, cable assemblies can be quickly connected and disconnected for installation, maintenance, or refurbishment. One end of the cable assembly is the mating plug with a rugged shell. The cable terminates with flying leads that are easily connected to a PLC, signal processing equipment, or an LVDT signal conditioner.
Digital Indicator with PLC Function
Multifunctional modular indicator series with high degree of interface connectivity
Automation & Communication, Measurement & Instrumentation

The new JUMO meroVIEW digital indicator series displays a wide range of process variables in a precise and vibrant manner. For process control in real-time it offers PLC functionality.
Different display formats
The new series is available with a five-digit display in the 96 × 48 mm landscape format that is typical of display devices as well as in formats 48 × 48 mm, 48 × 96 mm, and 96 × 96 mm. The flexible adaptation, the customizable device menu, the text-supported operation, the parameterization, and the configuration in 4 languages as well as the quick wiring in PUSH-IN terminal technology make a fast startup and versatile use in different industries possible.
Up to 5 universal measuring inputs allow the connection of RTD temperature probes, thermocouples, resistance transmitters, resistance potentiometers, and standard signals 0(4) to 20 mA/0(2) to 10 V. Customer-specific linearization with 40 value pairs or a mathematical 4th order polynomial allow individual adaptation to a wide range of sensor signals. Thanks to fast pulse inputs, machine speeds or totalized flow rates (or counting pulses) can also be acquired and displayed.
Variety of interfaces
The modular device concept offers flexible expansion with a wide variance of options. These include digital and analog inputs, outputs, and interfaces as well as a voltage supply for two-wire transmitters. A high degree of connectivity is achieved through the available interfaces, RS485 (Modbus RTU master/slave), Ethernet (Modbus TCP master/slave), and PROFINET device as well as USB host and USB device.
In addition to standard functions such as min/max value, measured value hold, or a tare function for weighing applications, math and logic functions can be used to link analog or digital values, or to implement additional control functions via ST code (structured text). The setup program provides an ST editor and a debug function for ST code programming.
IoT Connectivity for Isolated Assets
Autonomous Wireless Sensor Nodes Provide Data via LoRaWAN
Automation & Communication, Industry 4.0

The Pepperl+Fuchs WILSEN.valve and WILSEN.node IoT wireless sensor nodes wirelessly transmit data from spatially isolated assets to the network communication system. The battery-operated devices record measurement data, position data, and the status of the connected sensors and wirelessly transmit this information to the IoT system via LoRaWAN, allowing monitoring and associated follow-up actions to be automated with minimal effort.
The central unit of the WILSEN devices contains the LoRaWAN technology needed for the wireless connection, an integrated GPS receiver for position determination, the connections for the sensor units, and much more. Up to two inductive dual sensors for valve position feedback can be connected to the WILSEN.valve. A single device can therefore report the position of up to two 90° manual valves. Various types of 2-wire sensors can be connected to the WILSEN.node. Typical applications for this version include object detection tasks, such as monitoring manhole lids and gates.
10-year battery life
Depending on the type and query frequency of the connected sensors, the battery of the WILSEN devices can last for a useful working period of up to 10 years. The sensors can be easily parameterized on-site using an app and a Bluetooth connection, or remotely via the LoRaWAN downlink channel. Either NAMUR or 2-wire low-power DC sensors of differing technologies can be connected to both versions of the WILSEN devices. Pepperl+Fuchs offers a wide range of these energy-optimized sensors, which guarantee a long battery life when used in combination with the WILSEN box.
Continuous Metal Monitoring for Battery Production
Exciting opportunity for real-time measurements in a metals refinery
Measurement & Instrumentation

Sensmet’s continuous metals monitoring technology has been evaluated in a field trial conducted by Metso at its facilities in Pori, Finland. The trial compared Lithium and Sodium measurements by laboratory ICP-OES analysis with the Sensmet µDOES® continuous analyzer, and demonstrated excellent correlation between the two different methods.
Traditionally, hydrometallurgical production processes have relied heavily on regular sampling and laboratory analysis for process control. However, as Sensmet CEO, Dr Toni Laurila explains: “Lab analysis is costly and incurs a significant delay, which means that real-time control of such processes has not hitherto been possible. Importantly, this trial was conducted under field process conditions, and has confirmed the widely held view that our µDOES continuous metals analyser represents an enormous opportunity for the optimization of lithium production processes.”
Comparing measuring methods
During the trial, samples were taken from a process in which battery-grade lithium hydroxide monohydrate was produced from spodumene concentrate treated by high-temperature conversion in a rotary kiln. The hydrometallurgical technology, developed by Metso, produces battery-grade lithium hydroxide monohydrate by soda pressure leaching. In this application, the analytical performance of the µDOES analyser was evaluated for the continuous optimization of pressure leaching and conversion leaching.
Over sixty samples were drawn from the process and analysed by a µDOES continuous analyser and a laboratory ICP-OES. Sodium and lithium concentrations were measured in each sample, and the results showed an excellent degree of correlation between the online instrument and laboratory reference analysis. The calculated R² (coefficient of determination) for the two elements were 0.98 for the lithium comparison and 0.95 for sodium.
“We were impressed by the outcomes of the measurement campaign, conducted in a challenging environment replicating real-life conditions. Despite the rigor, the µDOES and ICP-OES delivered congruent results," explains Metso’s Veli-Matti Järvinen, Vice President – Automation Product Group. "This is significant — we anticipate that the µDOES technology will bring substantial value to the realms of battery metal production and recycling processes when integrated to Metso Courier® HX system.”
Great potential for process monitoring
Metso is a global frontrunner in minerals processing and metals refining, possessing expertise covering the extraction of lithium from brines and pegmatite ores up to battery-grade lithium salts. When it comes to adopting analytical technologies into production processes and automated measurement systems, Metso upholds the most stringent standards for technology reliability.
The Metso evaluation confirmed the exceptional performance and great potential of µDOES to transform the way Li and Na analyses are conducted in brines. Following the trial, Metso will adopt µDOES technology in selected Courier® HX systems for Li and Na analysis, and the new systems will be available globally in 2024.
24/7 measurement
Sensmet’s patented µDOES technology is based on atomic emission spectroscopy. A micro-discharge (electric spark) is created directly inside the aqueous sample, causing a microscopic volume of the fluid surrounding the spark to be flash-heated to 10 000 °C. Molecular species in the micro-discharge are dissociated into atoms, which are excited to their respective higher electronic states. Upon returning to their ground state, these atoms release their excess energy by emitting light at their characteristic wavelengths. The µDOES measures this atomic emission spectrum to derive quantitative analysis of the metals contained in the sample. µDOES is able to continually repeat these measurements 24/7 delivering results with a user-selectable measurement interval of 5 - 30 minutes.
Summarising, Sensmet CEO Toni Laurila commented: "The third-party evaluation shows how µDOES technology allows operators to consistently produce high-quality, continuous 24/7 measurements, akin to results obtained in a laboratory. This capability is accessible directly at the process plant, avoiding the delays of lab analyses, and exploiting the benefits of real-time process monitoring."
Low-Maintenance Chlorine Sensor
For accurate, low maintenance measurement online water analysis system
Measurement & Instrumentation

A critical element for the disinfection of drinking water, is the quick and accurate measurement of free available chlorine. Until now, solutions to achieve this have been labour-intensive and relatively slow, compromising the ability of municipalities to react to changes in concentrations and dose effectively. Bürkert’s Type 8905 online water analysis system uses the unique MS02 Chlorine Cube sensor, which overcomes these limitations. Thanks to a unique design, it delivers long service intervals, dependable accuracy and 30-second T90 response times to ensure safe, disinfected water.
Overcoming old limitations
Most municipalities rely on two types of chlorine measurement solutions. The first is an amperometric sensor with an electrolyte buffer, providing a T90 time of between 2 and 3 minutes. A membrane cap prevents direct media from contacting the electrodes, stopping the formation of deposits upon them.
The primary function of the buffer is to provide a reference electrode to be stabilised, while its other function is to buffer the water pH to around 6. This electrolyte needs to be replenished regularly (every 12 weeks in some cases) to maintain accuracy, which increases maintenance costs. Another issue is that if the pH value is wrong, this will translate to inaccurate free available chlorine measurements and incorrect dosing. In this case, a time-consuming offline test is required.
Colorimetric analysers are more accurate, making them better for critical applications, but they still have limitations. Taking a sample, mixing it with a reagent and gauging the colour depth may eliminate any issues arising from pH, though the trade-off is extended T90 times, with some taking anything up to 15 minutes to fully react.
Consequently, operators are slow to identify and react to changes, potentially affecting water quality with either under or over-dosed chlorine levels. While offering longer service intervals than chlorine probes (around 1 to 2 years) the various tubes, valves and pumps in colorimetric analysers mean maintenance is complex.
Reduced maintenance
Bürkert’s MS02 Chlorine Cube sensor is a distinct technological advancement compared to traditional amperometric sensors and colorimetric analysers. Featuring a unique design, the game changing MS02 dramatically improves accuracy, responsiveness and maintenance requirements.
The MS02 offers a T90 time of only 30 seconds. This performance is possible thanks to its innovative construction: an amperometric sensor on chip design protected by an immobilised membrane similar to a thin sponge. The membrane prevents the build-up of heavy elements forming without an electrolyte buffer, delivering exceptional T90 times and greatly reducing maintenance.
Without the need for electrolyte maintenance, the MS02 makes a highly economic option for the Type 8905 online water analysis system. Users in Europe and Australia have reported continuous operation, some for over 2 years without issue, which, when compared to the service intervals of traditional amperometric sensors, provides a return on investment (ROI) of around 12 months.
Improved sensitivity with less waste
The MS02 is so proficient, its sensitivity makes it suitable for zero chlorine applications common in the pharmaceutical and medical sectors. For processes with purified water, such those using reverse osmosis membranes, the rapid T90 times of the MS02 ensure that any chlorinated water can be quickly directed away, protecting the membrane and stopping impurities from affecting final product quality. Users can expect less wastage as well. Materials in chlorine sensing equipment generally aren’t approved for drinking water, so any analysed samples must be sent to drain for retreatment. A typical off-line chlorine sensor can require a flowrate of between 15 to 30 litres per hour, while the MS02 would only send 6 litres to drain over the same time period.
A standalone or turnkey solution
Featuring IP65 ingress protection and 6 mm diameter push fit connectors for flexible tubing, the MS02 is simple to install and commission. A CANopen signal output allows information to be transferred to a wide range of industrial protocols or displays.
The MS02 can also be seamlessly paired with additional cubes to measure other parameters such as pH, oxidation reduction potential (ORP), conductivity and turbidity as part of the Type 8095 online water analysis system. This highly flexible solution offers a great value proposition and is incredibly compact – some facilities have been able to downsize from a 4 m sample board to a 1 m installation panel while retaining all the required lines and sensors. Cubes are hot swap compatible as standard, so removal is possible without process downtime. A pH sensor enables pH compensation to assist the MS02 in measuring free chlorine accurately.
Novel engineering has allowed the Bürkert MS02 to unlock a paradigm shift in chlorine measurement. Now, municipalities have a proven, turnkey solution for improving water disinfection that reduces operating expenditure (OPEX) while eliminating the pain points of traditional alternatives.

Security in the field of operative technology (OT) is proving itself to be a decisive requirement for secure data collection, which is of crucial importance when it comes to implementing digitalization projects and optimizing production processes. At the same time, normative requirements on the cyber security of machines, systems and companies are becoming stricter. PI (PROFIBUS & PROFINET International) already realized some time ago that the underlying requirements in OT security are of utmost importance. Step-by-step specifications, proofs of concept and guidelines were developed by technical working groups. This process makes it possible to adapt the scope in a manageable and flexible way.
Important steps towards implementation
PROFINET Security Class 1 has now transitioned to concrete implementation. For this purpose, PI established infrastructure for the signing of GSDs (General Station Description files, a description of an IO device including configuration, parameters and diagnostical information). The basic elements for Security Classes 2 and 3 have been defined in the most recent specifications and include a definition of crypto-algorithms and certificate handling, among other things. This means that hardware and firmware producers have already been able to get started with development. At present, the final functions –some of which have also been derived from IEC62443 – are being specified in detail, including security reporting.
As expected by both members and users alike, PI is establishing certification alongside this. The result will be applicable and recognized security technology which meets the respective requirements and has been developed in close cooperation with manufacturers, users and relevant institutions and authorities. With this concrete progress, PI is making a valuable contribution to the strengthening of cyber security in the OT field and is also helping to make the digital transformation in industry more secure.
Lone Worker Safety With Ultra-Reliable IoT Fall Detection and Alert Solution
Concrete producer PRO BETON’s lone worker protection equipment has incorporated Wearin's IoT solution, which alerts the control center in the event of an accident and detects falls with unrivalled reliability.
Explosion Protection & Safety

The Conextivity Group’s startup Wearin’ has developed a solution connecting the lone worker with the control center commissioned by concrete producer PRO BETON to ensure the safety of its teams of machine operators and cleaners working on production sites during the day, night and weekends.
Based on Internet of Things (IoT) technology and powered by AI, the solution comprises two platforms, one physical and the other digital, communicating with each other in real time. A device attached to the worker's vest, called the Wearin’ Brain, embeds three safety alert and detection systems: one to alert the control center via the Wearin’ SOS button that can be activated manually in the event of an accident; an inertial sensor that can automatically detect a fall (in case the alert cannot be raised manually); and GPS to pinpoint the precise location of the worker. Data and alerts are sent and collected via the Cloud to the Wearin' dashboard integrated into the central monitoring system, allowing the control center to take appropriate emergency and rescue measures according to the alerts they have received.
Safety features for high-risk areas
The reliability of the solution, in particular its advanced automatic fall detection system, makes the difference in securing lone working time and meeting the comfort and safety needs of our employees," explains Éric Guillot, Director of PRO BETON based in Geneva. "As they work alone in a noisy, high-risk environment, it's crucial for them to be able to rely on cutting-edge technology that incorporates all the necessary safety features so that the safety control center can intervene in a timely and appropriate manner in the event of an accident."
As its name suggests, the Wearin’ Brain attached to the worker's vest is the brain of the hardware and software systems in Wearin's IoT solution. Alvaro Goncalves, Technical Director at Wearin’, explains: "The Brain contains the SOS button, the fall detection sensor, the GPS system, a 10-hour battery enabling it to last an entire shift of PRO BETON employees without additional charging, as well as the LTE module for secure data transmission to the alarm center."
Avoiding false positives
The fall detection sensor designed by Wearin' offers unrivalled reliability on the market, minimizing the risk of false positives experienced with other, less advanced competing products. Aurélie Balsa, Embedded Software Manager at Wearin', emphasizes this key differentiator: "The critical problem faced by this type of system is the frequency of false positives and the impact they have on the worker. The detection provided by other products less advanced than ours is sometimes so unreliable that users, annoyed by repeated false alarms, end up disconnecting the system altogether. Wearin's solution comprises hardware, firmware and embedded algorithms. Based on data from our accelerometer and gyroscope, our algorithms reduce false positives to less than 1%, to the great satisfaction of users, who find it all the easier to adhere to this security system."
Jonathan Brossard, CEO of Conextivity Group, is delighted with this IoT platform which perfectly meets the particular needs of the lone worker market. "The trend we're seeing in this sector is a strong and genuine concern on the part of companies for the health and safety of their employees. These companies no longer want to limit themselves to ticking the boxes on safety checklists provided by regulatory authorities. They demand real solutions to the real-life issues specific to their operations. In this respect, Wearin' provides an end-to-end connectivity solution that is not only ultra-reliable, but also modular and scalable, capable of adapting to the specific security typologies and requirements of each client organization."
About Wearin’ – www.wearin.tech
Founded in 2019 by the 3rd generation of the Fischer family of Conextivity Group, Wearin' creates wearable IoT solutions that enhance safety and efficiency by improving situational awareness and enabling better coordination of connected humans such as lone workers, security agents, firefighters and first responders. Its solutions designed in its R&D center in Morges, Switzerland (Vaud) make high-risk work environments safer and smarter with real-time insights from user-generated field data.
Wearin' is part of the Conextivity Group, a global technology leader in high-performance connectivity solutions that manage power and data flows seamlessly from sensors and devices to the cloud and AI, enabling the emergence of new transverse and scalable ecosystems. With nearly 700 people worldwide, one Group R&D center located in Switzerland and supported by regional hubs, and six manufacturing sites, the group headquartered in Saint-Prex (Vaud, Switzerland) comprises two core businesses: Fischer Connectors and Wearin’.
Hygienic Pulsation Damper
CIP/SIP capable solution to avoid pressure surges in plants
Pumps, Valves & Compressors

GEMÜ has developed the GEMÜ 652 pulsation damper, suitable for use in sterile applications. This means that it is completely drainable and CIP/SIP capable, taking the specified draining angle into account. In many production plants, unwanted pressure surges arise which are generated by switching on pumps, by temperature changes in enclosed liquids or by quickly switching valves, for example. Opening valves can also result in pressure surges if the media supply is at a high level and the fluid column to lower plant components suddenly starts moving. These pressure surges may damage plant components, such as filters, sensors, pumps and piping. Likewise, these pressure surges can result in shut-off valves briefly opening inadvertently. This can, in turn, result in possible contamination of the medium. In the worst case, they can result in downtime due to required repair work or a loss of product.
No control air required
As a solution to this problem, GEMÜ has launched the GEMÜ 652 pulsation damper on the market. It is designed to open up as much volume as possible in a given operating range and thereby absorb and compensate for the pressure surge. Its body does not include a sealing weir, meaning that it is not suitable for shutting off media. The actual expansion volume is opened up by the moving diaphragm.
By using different actuator sizes and spring sets, it is possible to adjust the operating range and the volume that can be compensated for. Increased expansion volume can be achieved by installing multiple pulsation dampers in series. The control air connector is only used for assembly. Actuation via control air is not required for operation, as its function is accomplished solely using spring force.
The GEMÜ 652 pulsation damper is available in the nominal sizes DN 15 to DN 80 (diaphragm size 25 to 80). To ensure high flexibility of applications, the valve bodies and diaphragms are available in various materials and designs. Due to the diaphragm valve technology used, the product complies as standard with the current standards in the foodstuffs and pharmaceutical industry, such as BSE/TSE, FDA, USP Class VI and Regulation (EC) no. 1935/2004.
Two-Part Surge Protection
Modular surge protection and fault status monitoring system allows replacement withour rewiring
Explosion Protection & Safety

Modularity, loop disconnect function, and fault monitoring for signal lines up to SIL 3 in accordance with IEC/EN 61508 - these features are combined in the new M-LB-4000 surge protection system from Pepperl+Fuchs. The devices limit induced transients from various causes on signal lines, for example, due to lightning or switching operations. The 2-channel modules support higher plant availability: Since the protective function is completely housed in the plug-in protection module, there is no need to for rewiring during the replacement.
The protection module contains all protection components. It can be replaced without tools while the base module remains in operation. The device has a status indicator on the front panel. When pulling the protection module, the relevant signal circuit remains interconnected via the base module mounted on the DIN mounting rail. The disconnection process does not lead to any signal interruption, meaning that a protection module can be replaced without impairing plant operation.
Simplified service and loop checks
If the protection module is rotated by 180 degrees and plugged in, the signal circuit will be broken via the integrated isolating function. This simplifies servicing work and loop checks and allows insulation tests to be performed during commissioning or repeated testing.
The two components of the fault status module monitor the status of multiple surge protection barriers. The kit consists of two parts; the optical emitter / receiver and the optical deflection unit. If a fault occurs in one of the barriers to be monitored, the optical signal is interrupted and the fault is identified. The fault status module provides an LED status indicator, enabling visual inspection of the surge protection to meet the normative requirements for regular testing. In addition, a status message output is available, so that the block in which the fault occurred can be identified. One fault status module can monitor up to 50 modules.
At 6 mm, the small width of the modules saves space in the switch cabinet. During retrofitting, existing common disconnect terminal blocks can be replaced regardless of space requirements.
Stainless-Steel Hollow Shaft Gearmotors
Corrosion resistant, non-ventilated units meet highest protection standards
Processing Machinery

Bodine Electric introduces six new type 56R1-50JW/H stainless steel hollow shaft gearmotors. These new geared motors combine a stainless-steel AC inverter-duty, 230/460 VAC motor with a stainless-steel hollow shaft gearhead. When used with an AC inverter (VFD) control, these gearmotors deliver variable speed and maintenance free operation over a wide speed range. Ideal for equipment that is subject to intensive cleaning, these new gearmotors also meet EU hygienic standards for food machinery. They are suitable for use in the food and beverage industry, pharmaceutical industry, and in permanently wet environments.
Built for Tough Environments
Designed to withstand constant exposure to high-pressure washdowns, Bodine’s new 56R1-50JW/H gearmotors feature high-grade, corrosion resistant stainless-steel housings and are fully watertight. The gearmotor’s smooth surface allows thorough and efficient cleaning, reducing the possibility of bacteria growth. The totally enclosed, non-ventilated (TENV) motor prevents airborne re-contamination caused by air movement from a cooling fan. The large, water-tight junction box is in the 12 o’clock position for easy access. The gearmotors meet IP-69K standards. Driven by a maintenance-free ½ HP AC inverter-duty 3 phase motor (230/460VAC), the gearmotors achieve up to 72 Nm torque and speeds from 29 to 176 rpm. The sealed gearmotor is available with gear ratios from 10:1 to 60:1, and it utilizes food-grade lubricant.
Compact Design
The new type 50JW/H hollow shaft gearmotors optimize mounting space, simplify installation, and reduce the number of required parts. They can be connected directly to the driven load eliminating expensive shaft couplings and mounting hardware that can be bulky and present alignment issues. These hollow shaft gearmotors offer left- or right-hand face mounts for maximum application flexibility. Accessories including a stainless-steel torque arm kit, a stainless-steel mounting flange kit, and single-extension and double-extension, 1-inch diameter stainless steel shaft kits are offered by Bodine. Also a stainless-steel shaft cover kit for the non-extension shaft side of the gearhead is available.
Drive Solutions for Warehouse Logistics
Industry-optimised drive concepts with low weight and compact dimensions
Processing Machinery

Chain and roller conveyors, belt and pallet conveyors, container and overhead conveyors: In warehouse logistics, they all require reliable drives with sufficient power. This is guaranteed by the LogiDrive Basic and LogiDrive Advanced solutions from drive specialist NORD. Both are characterised by maximum user-friendliness, easy wiring, low weight and compact installation space. What sets them apart is the goal for which they have been optimised.
Focus on costs or energy efficiency
The Basic solution comprises an IE3 asynchronous motor, decentralised NORDAC ON frequency inverter and a gear unit from the NORD portfolio. The perfectly matched components meet all the requirements for warehouse applications and have a large adjustment range. This drive solution does not offer maximum efficiency but features low investment costs.
The LogiDrive Advanced solution offers highly efficient IE5+ synchronous motor with an decentralised NORDAC ON+ frequency inverter, specially designed for combination with the IE5+ motor and a NORD gear unit. This drive solution ensures maximum energy efficiency and thus achieves high savings in CO2 emissions. It achieves its very high efficiency via large speed and load ranges, and allows for a variant reduction. This is particularly attractive for large systems with numerous drives: Fewer drive variants in a system result in streamlined logistics, warehouse and service processes and thus in reduced administrative costs.
Meeting different requirements of users
The choice depends on the specific requirements of the application. Either way, the user gets a perfectly industry-optimised solution, including a frequency converter with integrated multi-protocol Ethernet interface. In addition, both solutions are equipped with all international certifications and can therefore be used worldwide, which is important for global companies.
Air Dryers with new Refrigerant
Supporting sustainability goals with zero ozone depleting potential
Equipment & Services

As of 2024, the entire popular and high-performing Tundra range of refrigerant air dryers from Hi-line Industries will transition to R-513A, a refrigerant with zero ozone depleting potential (ODP) that helps customers to enhance their sustainability credentials.
R-513A (Opteon™ XP10) refrigerant is a hydrofluoroolefin (HFO) based replacement for R-134a. Ideal for use in medium and low temperature refrigeration products, such as Tundra air dryers, R-513A offers 56% lower GWP (global warming potential) than R-134a, delivering long-term sustainability and F gas legislation compliance.
Non-flammbable solution
Notably, R-513A resides in the A1 (non-flammable) safety class, making it an ideal retrofit candidate for R-134a, while offering very similar cooling performance. R-513A also provides negligible temperature glide to ensure reliable performance day after day. Despite the new innovation in refrigerant development, Hi-line intends to hold pricing for the Tundra range firm throughout 2024. This initiative will help customers combat challenging trading conditions and remain competitive in their respective industries.
Tundra refrigeration air dryers are in widespread use with highest energy efficiency, by minimising pressure drop and lowering absorbed power. Among further features driving the energy-efficient characteristics is a patented single-cell heat exchanger, which delivers highly efficient heat transfer at low energy costs, and a link between the controller and condensate removal valve for minimum loss of compressed air during condensate discharge. To indicate the regard held for Tundra as a value-added solution for companies running compressed air systems, this innovative product recently gained recognition at the prestigious iPlex Awards, in the ‘Energy Management Innovation’ category.
Oil-Lubricated Direct-Drive Air Compressors
Reliable high-performance compressors in the 11–22 kW segment
Equipment & Services

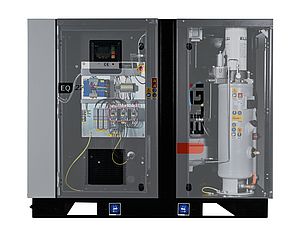
ELGi Compressors Europe has introduced the EQ Series, a new range of oil-lubricated, direct-drive, screw air compressors. The EQ Series is designed to provide superior performance and reliability to small and medium-sized operations that traditionally use small belt-driven air compressors. The EQ ‘ELGi Quest’ Series, is built for customers requiring reliable compressed air at improved flows at the right value.
The EQ Series oil-lubricated, gear-driven screw air compressor is available from 11 to 22 kW. All units are available with fixed or variable-speed drives in 7, 8, 9.5, and 12.5 bar pressure variants. They have a design temperature of 50 °C, ensuring superior cooling and reliability. The units have a long service interval of 4000 hours (intake filter, oil, oil filter, air/oil separator element).
Efficient and Reliable Bulk Solids Handling
Pneumatic conveying processes have a key function in the material flow of many industrial companies and place correspondingly high demands on blower technology, with efficiency, reliability and purity of the conveying air particularly in focus.
Pumps, Valves & Compressors

The pneumatic conveying has established itself as the ideal solution for transporting large quantities of bulk materials - whether for loading and unloading vehicles and ships or for transfer within the production process. High-performance technologies are needed to get materials and products from A to B quickly, gently and with the lowest possible energy consumption. The oil-free compression Positive displacement blowers, Screw blowers, Screw compressors and Turbo blowers from AERZEN set standards on the market and solve every transport task - efficiently, safely and smartly.
Energy savings up to 30 %
With the aid of intelligent control systems, the combination of different technologies and sizes as well as options for heat recovery, solutions that are equally economical as they are resource-saving and environmentally friendly can be implemented. The screw and turbo blowers in particular are unbeatable in terms of energy and achieve significant energy savings compared to conventional positive displacement blowers. Up to 30 % are possible. AERZEN's application engineers know the industry-specific processes and develop bespoke product concepts that are precisely tailored to the customer's individual application. With its worldwide sales and service network, the compressor specialist ensures short distances to the customer and guarantees fast and reliable onsite support.
Safety is the most essential thing
The packages provide absolutely oil- and absorption material free air (oil-free operation according to ISO 8573-1, class 0), meet the ISO 22000 standard and the current the current ATEX product directive 2014/34/ EU and can be used in highly critical, explosive working environments (e.g. flour dust) without any problems. The use of silencers without absorption material increases process reliability, guarantees the highest compressed air quality and increases energy efficiency through reduced pressure losses. A spark arrester integrated into the silencer further increases safety: it prevents sparks, which could emanate from blowers and compressors in the event of a malfunction, from entering the conveying pipe or the silo. The process air is guaranteed free of contaminations such as oil or abrasion.
Digital solutions for blowers and compressors
AERZEN focuses on the data-driven consideration of the entire life cycle of its machines and provides bespoke cloud-based digital services which combine long experience in mechanical engineering with the latest technology from the information processing and artificial intelligence ranges. The recording of all relevant operating data provides information about the processes involved in the compression process. In this way, malfunctions can be reduced and downtimes minimised. The result: more energy efficiency, process safety, transparency and reliability.
Intelligent Actuator Series With Extended Functionalities
Adjustable speed options for modulating and part-turn actuators
Pumps, Valves & Compressors

Rotork is excited to announce that new features have been added to the industry-leading IQ3 Pro range of intelligent actuators. The new features include increased speeds for the IQT3F Pro electric modulating actuators, independent open/close speeds for part-turn actuators and closed-loop control for the multi-turn and part-turn actuators.
Suitable for choke-valve applications
The optional increased speed for the IQT3F Pro electric modulating actuators is available for sizes 50, 100 and 125. Adjustable speed, including a slow mode for accurate positioning and a high-speed option where faster speeds are required, making them suitable for choke valve applications. With the independent open/close speeds, customers can configure IQ3 Pro part-turn actuators' speed settings for clockwise and anti-clockwise rotation.
Another feature added is closed-loop control. Closed-loop control takes the on-off/bang-bang control or PID control methodologies that are typically used in a PLC or discrete PID controller and incorporates them into the range. Multi-turn non-modulating IQ3 Pro actuators use a setpoint positioning method known as "bang-bang", while part-turn IQT3 Pro and IQ3M Pro actuators use the PID closed-loop control method.
App commissioning and control
The IQ3 Pro range valve actuators are robust, flexible, and reliable. They have a double-sealed enclosure, ‘non-intrusive' commissioning, and predictive maintenance capabilities using the in-built data loggers. Control and commissioning can be done via a Rotork app, Bluetooth® Setting Tool Pro, or local control knobs. Data logs can be downloaded to the app, then exported to Insight 2 or sent via Rotork’s cloud-based intelligent asset management (iAM) system.
The functionality and reliability is available for valves of virtually every size and description, including multi-turn, part-turn, linear, isolating and modulating, with watertight and hazardous area approvals to all internationally recognised standards.
Standardised Batch Mixer Series
For increases cost efficiency amd lower lead times
Processing Machinery

Lödige's Ploughshare® Batch Mixers of the FKM series are designed for the treatment of powdered, granular or fibrous bulk solids. Their main advantages are short throughput times, excellent mixing quality and high batch reproducibility. Like customised machines, the new FKM mixers of the "Light Series" are manufactured entirely at the Lödige headquarters in Germany. However, they differ from customised solutions due to their standardised design.
Reduced lead times
The reduced workload in design, engineering and programming allows Lödige to charge a significantly lower price. Yet another advantage is the reduction in delivery times for the FKM LS series to three to four months, a significantly shorter period than that for customised special machines. The machines of the new mixer series are available in seven sizes from 130 to 3000 litres and designed for a clearly defined range of functions. At the same time, numerous standardised options permit optimal adaptation to the relevant product and process requirements. For instance, separately driven choppers rotating at high speeds can be used to support the effect of the mixing element. Other equipment options include liquid injectors, a product thermometer, different control systems and an explosion-proof ATEX version.
Heat Recovery System Helps to Reduce Carbon Footprint in Soft Drink Production
GEA supplies Britvic, one of UK’s leading soft drinks manufacturers, with a heat recovery system at its Beckton site, in London. The installation begins this summer and will result in cutting the factory’s carbon emissions by an estimated 1,200 tons annually – equivalent to the annual energy usage of around 500 UK homes.
Processing Machinery

At its Beckton site, Britvic produces 2,000 drinks every minute, including many of the UK's most popular beverages such as Robinsons, Tango and Pepsi MAX. GEA is supplying two industrial ammonia heat pumps and a large thermal storage tank.
For Britvic, the project is a major step toward its goal of reducing direct carbon emissions by 50 percent by 2025 and achieving net zero by 2050. “The challenge with this brownfield project was how the improvements support us on our journey to reduce our Scope 1 and Scope 2 emissions as part of our science-based targets and our Healthier People, Healthier Planet sustainability strategy”, says Sarah Webster, Director of Sustainable Business at Britvic. “We’re excited to be working with GEA to make our much-loved London factory sustainable for the future.”
Here's how the new heat recovery system works at Britvic
Britvic will convert much of its process heating from natural gas steam boilers to a carbon-free heat recovery systems driven by heat pumps. The new heat recovery system, designed and supplied by GEA, reuses low temperature waste heat from the existing production system. This waste heat was previously released into the atmosphere and will now be used to heat hot water to 92°C, which will be distributed throughout the plant. Britvic says this will decarbonize 50 percent of the site's heat demand by using less gas in the traditional steam boilers, shifting the heat source away from fossil fuels. A valved connection is provided for up to 750 kW of heat which will be recovered in the future from other sources.
Upgrading legacy industrial steam heating systems and integrating these with heat pump technology is a challenge. At GEA, we can supply heat pumps and integrated process heat exchanger skids as one solution. This clearly sets us apart from our competition”, says Matthew Hadwen, Beverage Sales Manager at GEA’s Liquid & Powder Technologies Division.
Simon Gurr, Sales Manager at GEA’s Heating & Refrigeration Division adds: “This project provides us with a fantastic opportunity to extend our leading role in industry decarbonization. GEA’s expertise in both heat pump technology and process integration bring the right solution to Britvic.”
A
Aerzener Maschinenfabrik GmbH 15B
Bodine Electric Company 13 Bürkert Fluid Control Systems 10D
Deutsche Messe AG 6E
ELGi Compressors 14 Endress+Hauser Group Services 7G
GEA Group AG 16 Gebrüder Lödige Maschinenbau GmbH 16 Getriebebau NORD GmbH & Co. KG 13H
Hi-Line Industries Ltd 14J
N
NewTek Sensor Solutions 9P
R
Rotork Plc 15S
Sensata Technologies Holland B.V. 8 Sensirion AG 8 Sensmet Oy 10 SKF Sverige AB 8W
Wearin' 11TIMGlobal Media BV
Rue de Stalle 140 - 3ième étage - 1180 Uccle - Belgium
o.erenberk@tim-europe.com - www.pcne.eu
- Editorial Director:Orhan Erenberko.erenberk@tim-europe.com
- Editor:Kay Petermann k.petermann@tim-europe.com
- Associate Publisher:Marco Marangonim.marangoni@tim-europe.com
- Production & Order Administration:Francesca Lorinif.lorini@tim-europe.com
- Website & Newsletter:Marco Prinarim.prinari@tim-europe.com
- Marketing Manager:Marco Prinarim.prinari@tim-europe.com
- President:Orhan Erenberko.erenberk@tim-europe.com
Advertising Sales
Tel: +41 41 850 44 24
Tel: +32-(0)11-224397
Fax: +32-(0)11-224397
Tel: +33 1 842 00 300
Tel: +49-(0)9771-1779007
Tel: +39-02-7030 0088
Turkey
Tel: +90 (0) 212 366 02 76
Tel: +44 (0)121 705 21 20
John Murphy
Tel: +1 616 682 4790
Fax: +1 616 682 4791
Incom Co. Ltd
Tel: +81-(0)3-3260-7871
Fax: +81-(0)3-3260-7833
Tel: +39(0)2-7030631